Technik der Hotmelt-Auftragssysteme von H&H Klebetechnologie
Das Herzstück der H&H Klebetechnologie Auftragssysteme ist die Abstreifertechnik
Für das direkte Auftragen des aufgeschmolzenen Hotmelt-Klebstoffes dient in den meisten H&H Klebstoffauftrags-Maschinen unser sogenanntes Auftragselement.
Jedes dieser Auftragselemente ist an einem Schmelzbehälter angebracht, der den Klebstoff (Hotmelt) durch Erhitzen aufschmilzt. Dieser kann elektrisch oder mittels eines Wärmeträgeröls kontrolliert beheizt werden. An dem Schmelzbehälter ist das Herzstück der Abstreifertechnik angebracht: Das H&H Auftragselement.
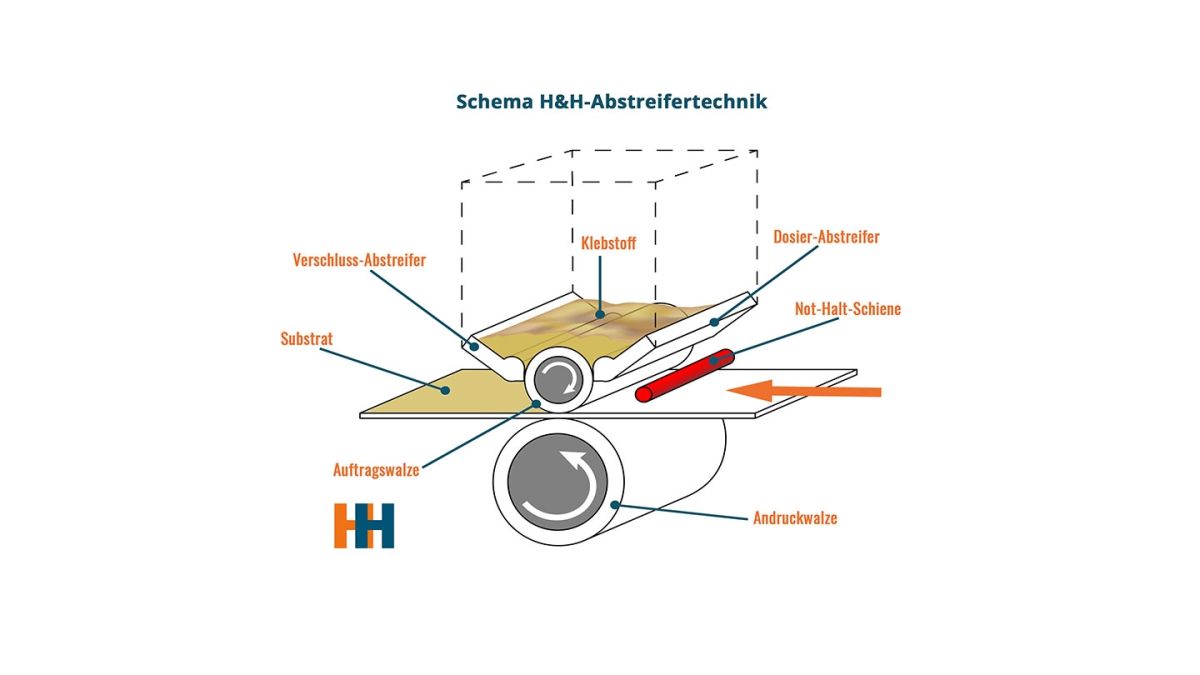
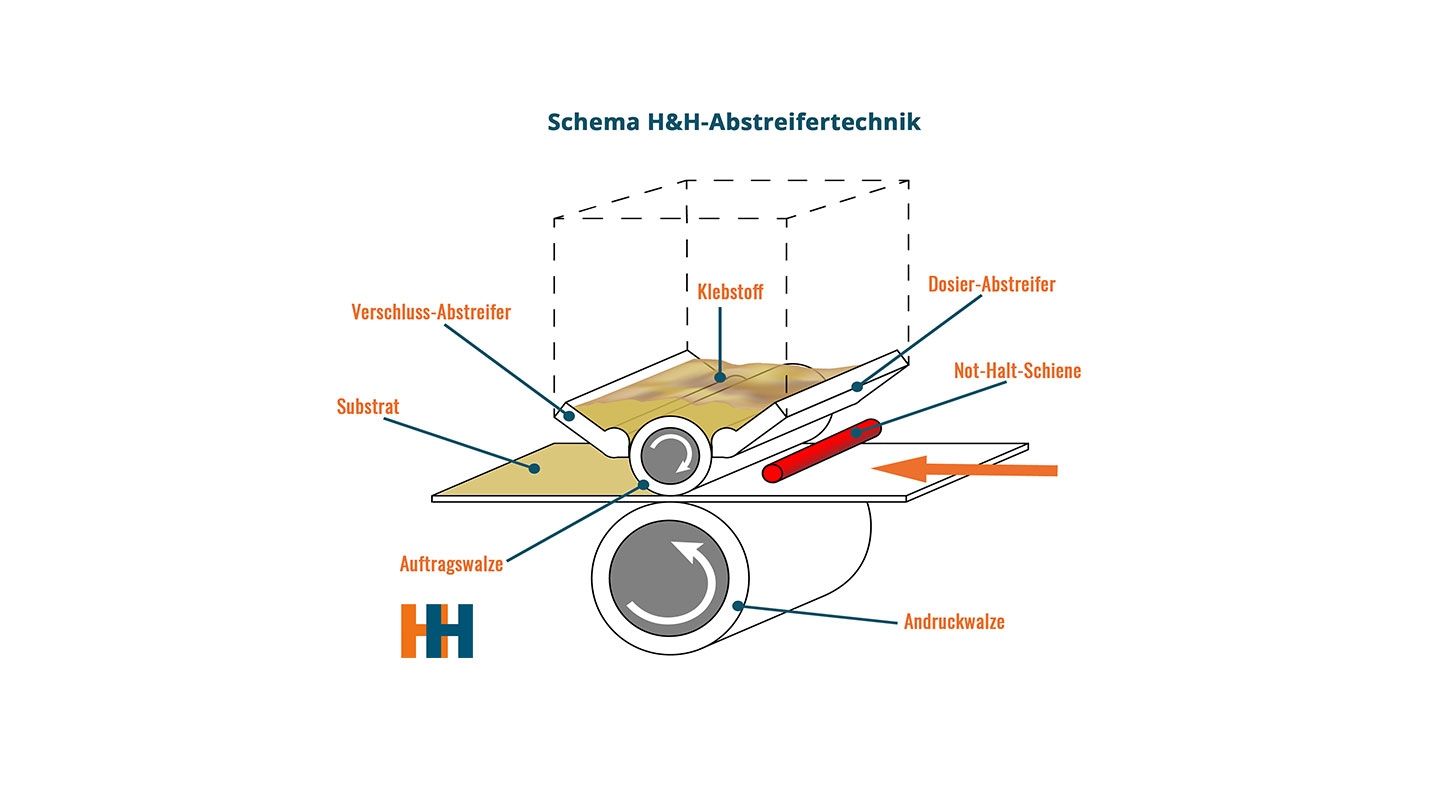
Das Hotmelt-Auftragselement - häufig auch Hotmelt-Auftragskopf genannt – besteht immer aus einer Auftragswalze und zwei Abstreifern - auch bekannt als Rakel. Ganz besonders und entscheidend, ist hier immer der Abstand der Abstreifer zur Auftragswalze. Die Abstreifer können im Abstand variieren und je nach Bedarf, Klebstofftyp und benötigter Auftragsmenge werden diese im µ-Bereich von der H&H-Technik vermessen und eingestellt.
Durch diese präzise Technik wird der aufgeschmolzene flüssige Hotmelt-Klebstoff immer über die gesamte Breite der rotierenden Auftragswalze gleichmäßig verteilt. Die Schichtstärke auf der Walze ergibt sich durch den Abstand zwischen der benetzten Auftragswalze und dem in Rotationsrichtung ersten Abstreifer, dem sogenannten »Dosier-Abstreifer«.
Das zu beschichtendem Material (Substrat) kann jetzt mit einem individuellen Druck der pneumatisch betätigten Andruckwalze an der der Auftragswalze vorbeigeführt werden. Entscheidend ist: Nur dort, wo die benetzte Walze Kontakt mit dem Material hat, wird der Klebstoff sauber, gleichmäßig und Konturgenau aufgetragen.
Nicht aufgetragener Klebstoff bleibt an der Walze und wird in den Schmelzbehälter zurückgeführt. Somit entsteht immer ein sauberes Auftragsbild und kein Klebstoff geht verloren! Mit dem Auftragselement beschichtet man somit nicht nur wirtschaftlich, sondern auch nachhaltig.
Der zweite Abstreifer, der sogenannt »Verschluss-Abstreifer«, verhindert den unkontrollierten Klebstoffaustritt. Dies ist besonders dann sehr wichtig, wenn die Maschine zum Stillstand kommt. Nur ein von H&H Klebetechnologie 100% präzise eingestelltes und exakt ausgelegte Auftragselement garantiert einen perfekten, sauberen und rationellen Klebstoffauftrag.
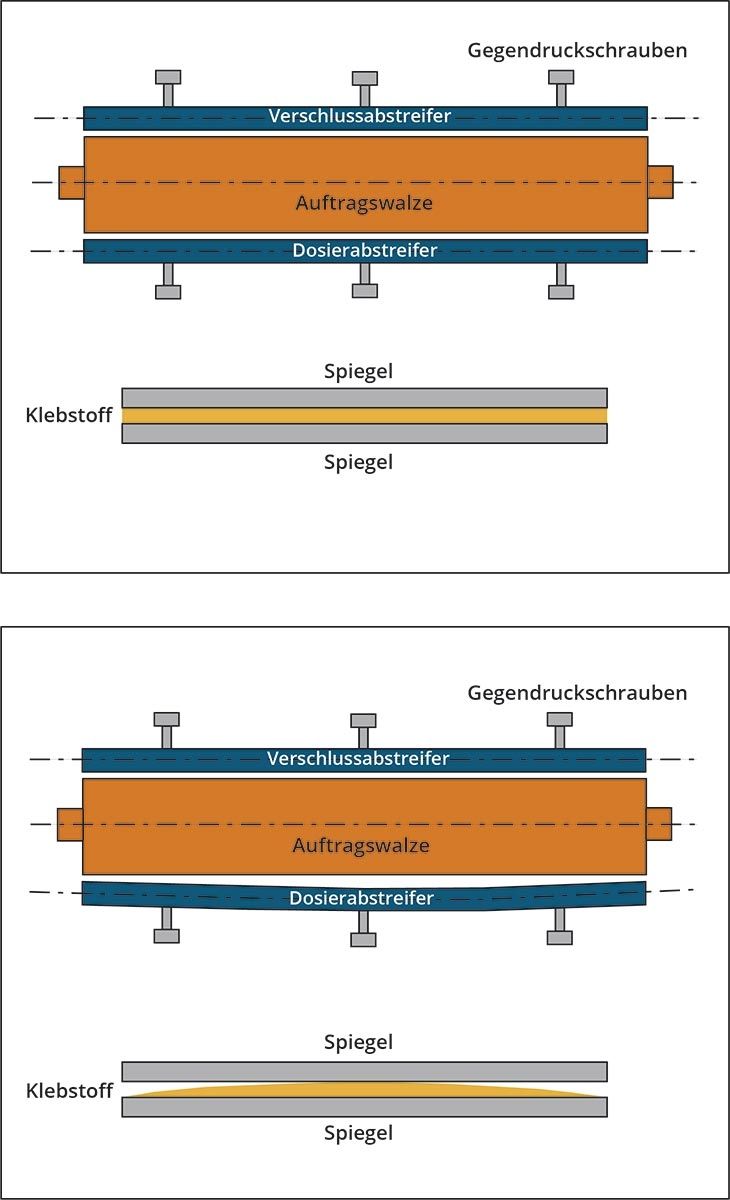
Gleichmäßigkeit durch Gegendruckblöcke
Mit den von H&H Klebetechnologie entwickelten Maschinen mit Abstreifertechnik, können sehr viele Arten von Klebstoffen in unterschiedlichster Viskosität verarbeitet werden. Ob Klebstoff, von 1.000 mPa oder 250.000 mPa – H&H Auftragssysteme können diesen durch das Zusammenspiel von Andruck, Auftragswalze und richtigen Verarbeitungs-Parametern immer sauber, gleichmäßig und präzise auftragen.
Auch den Druck des zähesten Klebstoffes gleichen wir durch die von H&H entwickelten Gegendruckblöcke, die sich an den Abstreifern befinden, aus. Sollte sich der Dosierabstreifer verbiegen, würde der zuvor definierte festgelegte Klebstoffauftrag ein unsauberes Bild darstellen.
Gegen diese Auslenkung setzen wir wirksam justierbare Gegendruckblöcke ein. Über fein einstellbare Justierschrauben an den Gegendruckblöcken der Abstreifer kann die Verformung verhindert und ein sauberer Auftrag sichergestellt werden.
Die Anzahl der eingesetzten Gegendruckblöcke einer H&H Maschine richtet sich immer nach der Walzenlänge und der geforderten Auftragsmenge. Das H&H System verhält sich gleichermaßen »resistent« gegen gefüllte wie ungefüllte Klebstoffe.
Die Dosierwalzentechnik von H&H Klebetechnologie
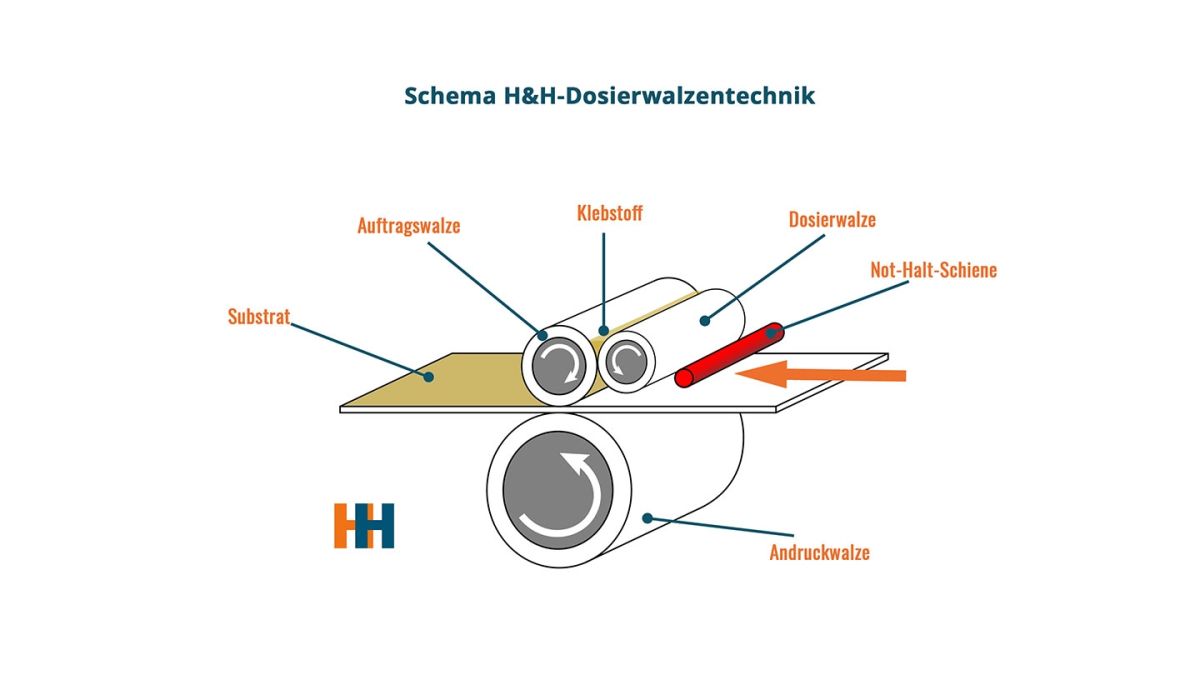
Auch Dosierwalzensysteme zum Klebstoffauftrag werden von H&H gebaut und vertrieben. In der Dosierwalzentechnik wird flüssiger Klebstoff und vorgeschmolzener Hotmelt in den oberen Spalt zwischen der Dosier- und Auftragswalze eingespeist.
Dort verteilt sich der Klebstoff gleichmäßig über die gesamte Breite der rotierenden Walzen. In der Dosierwalzentechnik kann die Auftragsmenge unter anderem durch die Spaltgröße zwischen den beiden rotierenden Walzen bestimmt werden. Zusätzlich kann hier die Auftragsmenge auch durch Einstellung unterschiedlicher Geschwindigkeiten der Dosier- und Auftragswalze noch beeinflusst werden.
Eine der Walzen – die Dosierwalze - in der Maschine ist grundsätzlich beheizt. Optional kann zusätzlich auch noch die Zweite Walze - die sogenannte Auftragswalze - beheizt werden. Das ist immer dann notwendig, wenn durch Kontakt mit dem Material Zuviel Wärme entzogen wird.
Diese zusätzlich beheizte Walze ermöglicht es deshalb auch, unter wechselnden Prozessbedingungen einen gleichmäßigen Klebstoffauftrag zu erstellen.
Die pneumatisch betätigte Andruckwalze kann bei Dickentoleranzen des zu beschichtenden Materials kontrolliert ausweichen.
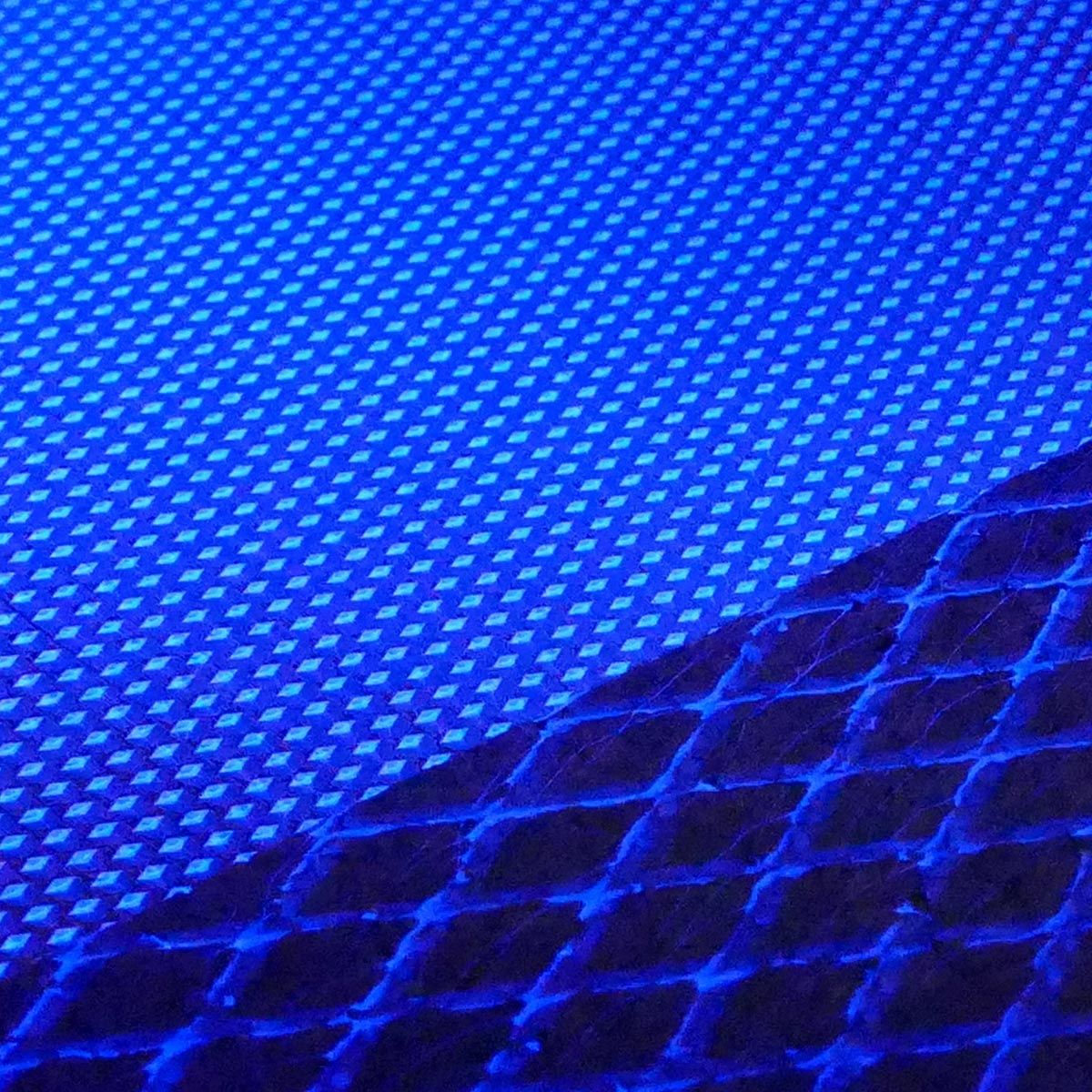
H&H Klebetechnologie Know How - Die besonderen Oberflächen der Stahlwalzen
Wie das Auftragsbild aussieht und wie die Struktur des aufzutragenden Klebstoffes sich darstellt, wird maßgeblich durch die Oberfläche der Auftragswalze bestimmt. Hier haben wir bei H&H im Laufe der Jahre viele unterschiedliche Auftragswalzen entwickelt.
Für die häufigsten Anwendungen werden jedoch gerändelte Walzen eingesetzten. Diese setzen unsere Kunden mit den unterschiedlichsten Arten von Rändelungen, je nach Material, Kleber und natürlich der Anwendung von uns ein.
Diverse Oberflächen zum differenzierten Klebstoffauftrag mittels Dosierwalzen
Eine Walze mit fein polierter Oberfläche kann z.B. sehr wenig Klebstoff sehr dünn auftragen. Weitere spezielle »Gravuren« wie beispielsweise punkt-, streifen-, waben- oder netzförmige und individuelle Muster können weitere sehr unterschiedliche Klebstoffauftragsmuster abdecken.
Auftragswalzen von H&H Klebetechnologie können vollflächige Filme von glatt bis rau auftragen. Um das Anhaften eines Klebstoffes an der Auftragswalze zu minimieren, können diese auch speziell antihaftbeschichtet werden. Bei der Verarbeitung von PUR Klebstoffen ist die Beschichtung Standard.